GM5X-I 5-осна CNC шлифовъчна машина
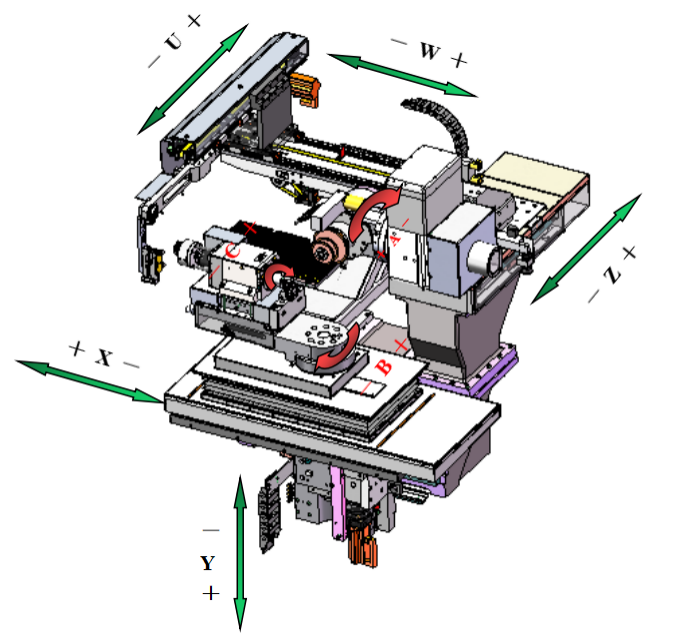
Основна структурна схема на машината
Обхват на приложение
Тази машина произвежда челни фрези и свредла, подходящи за обработка на твърди сплави и материали от бързорежеща стомана.
Цикли за производство на инструменти и повторно шлифоване
Стандартни челни фрези: нарязване на канали, подложка, заточване на гребла, заточване на долния ръб, цифровизация, повторно шлифоване.
1. Технически спецификации
| № | Съдържание | Изискване | Номер | единица |
| 1.1 | Размери на детайла | |||
| 1.1.1 | Дължина на затягане | ≤ | 230 | mm |
| 1.1.2 | Диаметър на затягане | между | 2-20 | mm |
| 1.1.3 | Дължина на смилане | ≤ | 150 | mm |
| 1.1.4 | Диаметър на смилане | между | 0,3-12 | mm |
| 1.2 | Шлифовъчен шпиндел | |||
| 1.2.1 | Тип задвижване | Точен | директно задвижване | - |
| 1.2.2 | мощност | номинална мощност | 13.6 | kW |
| 1.2.3 | Охлаждане | Точен | Маслено охлаждане | - |
| 1.2.4 | Контрол на скоростта на шлифовъчното колело | Точен | Безстепенна скорост | - |
| 1.2.5 | Скорост | между | 0-10000 | об/мин |
| 1.2.6 | Брой шпинделни шлифовъчни глави | Точен | 2 | бр |
| 1.3 | Шлифовъчно колело | |||
| 1.3.1 | Диаметър | ≤ | 150 | mm |
| 1.3.2 | Максимален брой шлифовъчни дискове на шпиндел | ≤ | 4 | бр |
| 1.3.3 | Диаметър на шпиндела на шлифовъчните колела | Точен | 25 | mm |
| 1.3.4 | Програмно контролирано подаване на охлаждаща течност | Точен | да | - |
| 1.3.5 | Брой дюзи за охлаждаща течност | ≥ | 3 | бр |
| 1.4 | Система за затягане на детайла | |||
| 1.4.1 | Система за затягане | Точен | Хидравлични, автоматични | - |
| 1.4.2 | Затягаща цанга | Точен | ШАБЛИН W20 | - |
| 1.4.3 | Тип задвижване | Точен | директно задвижване | - |
| 1.5 | Параметри на оста | |||
| 1.5.1 | Тип | Точен | линеен | - |
| 1.5.2 | Ход по оста X | ≤ | 280 | mm |
| 1.5.3 | Ход по Z-ос | ≤ | 130 | mm |
| 1.5.4 | Ход по оста Y | ≤ | 230 | mm |
| 1.5.5 | Разделителна способност по оста XYZ | Точен | 0,0001 | mm |
| 1.5.6 | Скорост на оста XYZ | ≤ | 10 | м/мин |
| 1.5.7 | Ход по ос А | ≤ | 360 | степен |
| 1.5.8 | Разделителна способност по ос А | Точен | 0,0001 | степен |
| 1.5.9 | Скорост по ос А | ≤ | 300 | об/мин |
| 1.5.10 | Ход на B-ос | ± | 210 | степени |
| 1.5.11 | Скорост по оста B | ≤ | 12 | об/мин |
| 1.6 | Система за товарене и разтоварване | |||
| 1.6.1 | Система за товарене и разтоварване | Точен | Роботизирана ръка тип ферма | - |
| 1.6.2 | Брой тави | Точен | 2 | бр |
| 1.6.3 | Диаметър на детайла за автоматично зареждане и разтоварване | Между | 2-12 | mm |
| 1.6.4 | Дължина на детайла за автоматично зареждане и разтоварване | ≤ | 40-200 | mm |
| 1.6.5 | Максимален брой детайли | ≤ | 300 | бр |
| 1.6.6 | Софтуер | Точен | да | - |
| 1.7 | Други компоненти | |||
| 1.7.1 | Възможност за откриване на детайли на металорежещи машини | Точен | да | - |
| 1.7.2 | Централизирана система за автоматично смазване | Точен | да |
|
| 1.7.3 | Трицветна сигнална лампа | Точен | да | - |
| 1.8 | Не е задължително | |||
| 1.8.1 | Оборудване за отделяне на маслена мъгла | Точен | Не е задължително | - |
| 1.9 | контрол | |||
| 1.9.1 | Система за контрол | Точен | NUCN-IM8+ | - |
| 1.9.2 | Операционен панел | Точен | Сензорен екран | - |
| 1.9.3 | Цифрова контролна ос | Точен | да | - |
| 1.9.4 | Цветен дисплей | Точен | да | - |
| 1.9.5 | Размер на дисплея | Точен | 19 | инч |
| 1.10 | Софтуерен модул за шлифоване на инструменти | |||
| 1.10.1 | Прости фрези | Точен | да | - |
| 1.10.2 | Прости тренировки | Точен | да | - |
| 1.10.3 | Режим на автоматично откриване на сондата | Точен | да | - |
| 1.11 | Електрически параметри на оборудването | |||
| 1.11.1 | Напрежение | Точен | 380±10% | V |
| 1.11.2 | Честота | Точен | 50±10% | Hz |
| 1.11.3 | мощност | ≤ | 25 | KW |
| 1.12 | Размери | |||
| 1.12.1 | Дължина | ≤ | 2 000 | mm |
| 1.12.2 | ширина | ≤ | 2 800 | mm |
| 1.12.3 | Височина | ≤ | 2 200 | mm |
| 1.12.4 | качество | ≤ | 4 750 | kg |
2. Списък със стандартна конфигурация
| № | Съдържание | Модел | Марка | Номер | ||
| 2.1 | Машинен инструмент | |||||
| 2.1.1 | Конфигурация на оста X | |||||
| 2.1.1.1 | - Винтова щанга | Персонализирано | NSK | 1 бр | ||
| 2.1.1.2 | - Релса | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | ШНЕБЕРГЕР | 2 бр | ||
| 2.1.2 | Конфигурация на Y-ос | |||||
| 2.1.2.1 | - Винтова щанга | Персонализирано | NSK | 1 бр | ||
| 2.1.2.2 | - Релса | 1×MR35-C2-600-20-20-G2-V2+MRK | ШНЕБЕРГЕР | 2 бр | ||
| 2.1.3 | Конфигурация на Z-ос | |||||
| 2.1.3.1 | - Винтова щанга | Персонализирано | NSK | 1 бр | ||
| 2.1.3.2 | - Релса | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | ШНЕБЕРГЕР | 2 бр | ||
| 2.1.4 | Конфигурация на ос А | |||||
| 2.1.4.1 | - Ъглов енкодер | ECN113 | HEIDENHAIN | 1 бр | ||
| 2.1.4.2 | - Мотор с директно задвижване | MSP-1000-2-002-158 | HIWIN | 1 бр | ||
| 2.1.5 | Грамофон по ос B | Персонализирано | ГуТян | 1 бр | ||
| 2.1.6 | Двуглав електрически шпиндел с постоянен магнит | Номинална мощност 7.1KW | Чуангюн | 1 бр | ||
| 2.1.7 | Триосен фермен манипулатор | - | Чуангюн | 1 бр | ||
| 2.1.8 | поднос | 148-LP-D4 | Чуангюн | 2 бр | ||
| 2.1.9 | поднос | 148-LP-D6 | Чуангюн | 2 бр | ||
| 2.1.10 | поднос | 148-LP-D8 | Чуангюн | 2 бр | ||
| 2.1.11 | Затягаща челюст | D0.5-3.2/D3.0-7.0/D7-13 | Чуангюн | 1 комплект | ||
| 2.1.12 | Високопрецизен V-блок | (3-5) | Чуангюн | 1 бр | ||
| 2.1.13 | Високопрецизен V-блок | (5-7) | Чуангюн | 1 бр | ||
| 2.1.14 | Високопрецизен V-блок | (6-12) | Чуангюн | 1 бр | ||
| 2.1.15 | Цанга | D4W20 (80-00004) | ШАБЛИН | 1 бр | ||
| 2.1.16 | Сонда | TS150 | HEIDENHAIN | 1 бр | ||
| 2.1.17 | Прът за шлифовъчно колело (дълъг) | 119×∅31.75×∅96mm | Чуангюн | 1 бр | ||
| 2.1.18 | Прът за шлифовъчно колело (къс) | 87×∅31.75×∅96mm | Чуангюн | 1 бр | ||
| 2.1.19 | Климатик | - | ЮДЕ | 1 бр | ||
| 2.1.20 | Трицветна сигнална лампа | DC24V | Шнайдер | 1 бр | ||
| 2.1.21 | Разходомер | SI5000 | IFM | 1 бр | ||
| 2.1.22 | Специфично захранване за задвижване | 15KW | НЮКОМ | 1 бр | ||
| 2.1.23 | Група електромагнитни клапани | M4GE280R-CX-E20D-5-3 | ХБН | 1 комплект | ||
| 2.1.24 | X, Y, Z-ос автоматична система за смазване | - | Тайван | 1 комплект | ||
| 2.2 | Конфигурация на CNC система | |||||
| 2.2.1 | BOXPC | IMPC00S/P1 | Newcon | 1 бр | ||
| 2.2.2 | Силов филтър | AGOFIL024A | NUM | 1 бр | ||
| 2.2.3 | Силов филтър | АГОФИЛ001С | NUM | 1 бр | ||
| 2.2.4 | Съпротива | AGORES008 | NUM | 1 бр | ||
| 2.2.5 | Основно захранване на системата | MDLL3015N00AN0I | NUM | 1 бр | ||
| 2.2.6 | Серво драйвер | MDLUX021B1CAN0I | NUM | 4 бр | ||
| 2.2.7 | Серво мотор по ос B | ZLS1002-H60-D3M1-NNSB-D16E40 | NUM | 1 бр | ||
| 2.2.8 | Мотор с ос А | MSP-1000-2-002-158 | NUM | 1 бр | ||
| 2.2.9 | Серво мотор по ос Y | ZLS1454-H30-DCM1-SNSB-D24E50 | NUM | 1 бр | ||
| 2.2.10 | X/Z-ос серво мотор | ZLS1153-H30-D3M1-NNSB-D19E40 | NUM | 2 бр | ||
| 2.2.11 | Серво драйвер за U/W ос | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 2 бр | ||
| 2.2.12 | V-ос серво мотор | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 1 бр | ||
| 2.2.13 | Съединител | EX-1100 | Newcon | 1 бр | ||
| 2.2.14 | Вход | EX-210H | Newcon | 2 бр | ||
| 2.2.15 | Изход | EX-310H | Newcon | 2 бр | ||
| 2.2.16 | Аналогов входен модул | EX-4054 | Newcon | 1 бр | ||
| 2.2.17 | Терминатор | EX-TRE01 | Newcon | 1 бр | ||
| 2.2.18 | Операционен панел | IMOP4106/H | Newcon | 1 бр | ||
| 2.2.19 | NCK | IM8+ | Newcon | 1 бр | ||
| 2.2.20 | NCK | IMSO100006 | Newcon | 1 бр | ||
| 2.2.21 | NCK | IMSO100008 | Newcon | 1 бр | ||
| 2.2.22 | NCK | IMSO100012 | Newcon | 1 бр | ||
| 2.2.23 | NCK | IMPA100586 | Newcon | 1 бр | ||
| 2.2.24 | NCK | IMSO100373 | Newcon | 1 бр | ||
| 2.2.25 | NCK | IMSO100375 | Newcon | 1 бр | ||
| 2.2.26 | NCK | IMSO100335 | Newcon | 1 бр | ||
| 2.2.27 | NCK | IMSO100519 | Newcon | 1 бр | ||
| 2.2.28 | NCK | IMSO100392 | Newcon | 1 бр | ||
| 2.2.29 | NCK | IMSO100331 | Newcon | 1 бр | ||
| 2.2.30 | NCK | IMSO100535 | Newcon | 1 бр | ||
| 2.2.31 | NCK | IMSO100520 | Newcon | 1 бр | ||
| 2.2.32 | NCK | IMSO100560 | Newcon | 1 бр | ||
| 2.3 | Стандартна конфигурация на софтуер за шлифоване на инструменти | |||||
| 2.3.1 | Обикновена фреза | Chuangyun се саморазвива | 1 бр | |||
| 2.3.2 | Обикновена тренировка | Chuangyun се саморазвива | 1 бр | |||
| 2.3.3 | 3D проверка на сблъсък с 3D машинна симулация | Chuangyun се саморазвива | 1 бр | |||
| 2.3.4 | 3D симулация на инструменти | Chuangyun се саморазвива | 1 бр | |||
| 2.3.5 | Сонда автоматично откриване | Chuangyun се саморазвива | 1 бр | |||