BOSM -6010 Пробивна фреза с противоположна глава


1. Използване на машина:
BOSM- 6000*1000 с фиксирана греда CNC портална двуколонна пробивна и фрезова машина е специален машинен инструмент за обработка на рамена/ръки на багер. Възглавница, може да реализира бързата обработка на детайла, детайлът може да бъде пробит, фрезован и пробиван в рамките на ефективния обхват на хода, детайлът може да се обработва на място наведнъж (няма нужда от вторично затягане), скоростта на товарене и разтоварване е бърз, скоростта на позициониране е бърза и точността на обработка е висока. Висока, висока ефективност на обработка.
2.Машинна структурафункции:
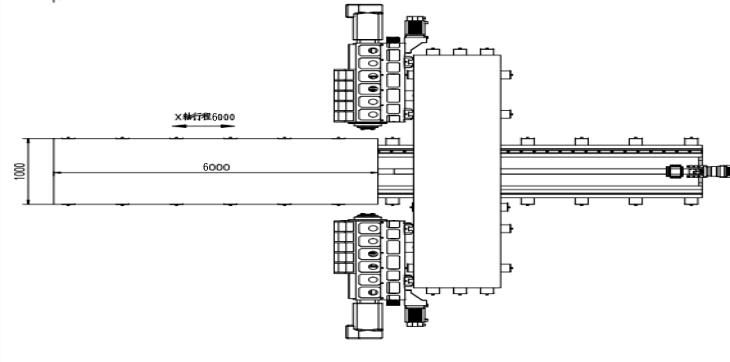
Основните компоненти на машинния инструмент: легло, работна маса, лява и дясна колона, греди, свързващи греди на портала, седла, овни и др., Големите части са изработени от смола пясъчно формоване, висококачествено отливане от сив чугун 250, отгрято в горещо пясъчна яма → вибрационно стареене → термична обработка Отгряване в пещ → вибрационно стареене → груба обработка → вибрационно стареене → горещо отгряване в пещ → вибрационно стареене → довършителни работи, напълно елиминира отрицателното напрежение на частите и поддържа стабилна работа на частите. Неподвижното легло, лявата и дясната колона, порталът и работната маса се движат; Той има функциите на фрезоване, пробиване, пробиване, зенкериране, нарязване и т.н. Методът за охлаждане на инструмента е външно охлаждане. Машинният инструмент съдържа 5 оси на подаване, които могат да реализират 4-осово свързване и 5-осово еднодействие. Има 2 захранващи глави. Оста на машинния инструмент и силовата глава са показани на фигурата по-долу.


2.1Основната структура на захранващата част на аксиалното предаване
2.1.1. X-ос:Работната маса се движи настрани по протежение на водещата релса на фиксираното легло.
X 1-осово задвижване: AC серво мотор плюс високопрецизен планетарен редуктор се задвижва от сферичен винт, за да управлява движението на работната маса за реализиране на линейно движение на оста X
Форма на водеща релса: поставете две прецизни линейни водещи релси с висока якост.
2.1.2 Z1 ос:Захранващата глава и седлото са вертикално монтирани от предната страна на колоната и се движат възвратно-постъпателно нагоре и надолу по направляващата релса на колоната.
Z1-ос трансмисия: AC серво мотор и синхронно колело се използват за задвижване на сферичния винт за задвижване на седлото за реализиране на линейно движение по Z-ос
2.1.3 Z2 ос:Захранващата глава и седлото са вертикално монтирани от предната страна на колоната и се движат възвратно-постъпателно нагоре и надолу по направляващата релса на колоната.
Трансмисия по ос Z2: AC серво мотор и синхронно колело се използват за задвижване на сферичния винт за задвижване на седлото за реализиране на линейно движение по ос Z.
2.1.4 Y1 ос:Седлото на силовата глава е монтирано вертикално от предната страна на дясната колона и се върти възвратно-постъпателно наляво и надясно по протежение на направляващата релса на колоната.
Трансмисия по оста Y1: AC серво мотор плюс високопрецизен планетарен редуктор се използва за задвижване на цилиндъра да се движи през сферичния винт, за да се реализира линейното движение на оста Y1
2.1.5 Y2 ос:Седлото на силовата глава е вертикално монтирано от предната страна на дясната колона и се върти възвратно-постъпателно наляво и надясно по протежение на направляващата релса на колоната.
Трансмисия по оста Y2: AC серво мотор плюс високопрецизен планетарен редуктор се използва за задвижване на цилиндъра да се движи през сферичния винт, за да се реализира линейното движение по оста Y2.
2.2 Посоката на движение на силовата глава за пробиване и фрезоване (включително силовата глава 1 и 2) се ръководи от 4 двойки линейни ролкови водещи релси, а задвижването приема AC серво мотор за задвижване на синхронния ремък (i=2) и прецизната топка предаване на винтова двойка. Захранващата глава приема серво. Моторът се забавя от синхронния ремък и синхронното колело, направляван от двойката прецизни водещи релси за тежки условия и задвижва вертикалния сферичен винт да се върти, за да реализира вертикалното движение на силовата глава. Той също така е оборудван с азотна балансираща лента за намаляване на главата до винта и серво мотора. Моторът по Z-ос има функция за автоматично спиране. В случай на прекъсване на захранването, автоматичната спирачка ще задържи здраво вала на двигателя, така че да не може да се върти. Когато работите, когато свредлото не докосва детайла, то ще се подаде бързо; когато свредлото докосне детайла, то автоматично ще превключи на работно подаване. Когато свредлото проникне в детайла, то автоматично ще превключи на бързо пренавиване; когато краят на свредлото напусне детайла и достигне зададената позиция, работната маса ще се премести на следващата позиция на отвора, за да реализира автоматична циркулация. Захранващата глава използва комбинацията от тел и твърда релса, което не само осигурява скоростта на движение на оборудването, но също така значително подобрява твърдостта на оборудването. И може да реализира функциите на пробиване на глухи отвори, фрезоване, скосяване, чупене на стружки, автоматично отстраняване на стружки и т.н., което подобрява производителността на труда.

(лява захранваща глава)
2.3. Отстраняване на стружки и охлаждане
Има спирални и плоски верижни конвейери за чипове, монтирани от двете страни под работната маса и чиповете могат да бъдат автоматично изхвърлени към конвейера за чипове в края през два етапа на спирални и верижни плочи за реализиране на цивилизовано производство. В резервоара за охлаждаща течност на конвейера за чипове има охлаждаща помпа, която може да се използва за външно охлаждане на инструмента, за да се гарантира ефективността на пробиване и експлоатационния живот на свредлото, а охлаждащата течност може да се рециклира.
3. Пълна цифрова система за цифрово управление:
3.1. С функцията за чупене на стружки, времето за чупене на стружки и цикълът на чупене на стружки могат да бъдат зададени на интерфейса човек-машина.
3.2. С функцията за повдигане на инструмента височината на повдигане на инструмента може да бъде зададена на интерфейса човек-машина. Когато пробиването достигне тази височина, свредлото бързо се повдига до горната част на детайла, след което стружките се изхвърлят и след това бързо се препращат към повърхността за пробиване и автоматично се преобразуват в работа.
3.3. Централизираната контролна кутия и ръчното устройство приемат цифрова система за управление и са оборудвани с USB интерфейс и LCD дисплей с течни кристали. За да се улесни програмирането, съхранението, показването и комуникацията, операционният интерфейс има функции като диалог човек-машина, компенсиране на грешки и автоматична аларма.
3.4. Оборудването има функция за предварителен преглед и повторна проверка на позицията на отвора преди обработка и операцията е много удобна.
3.5. Автоматично смазване
Двойките прецизни линейни водещи релси за машинни инструменти, прецизните двойки сачмено-винтови релси и други двойки с високо прецизно движение са оборудвани с автоматични системи за смазване. Автоматичната помпа за смазване извежда масло под налягане и камерата за количествено масло на лубрикатора влиза в маслото. След като маслената камера се напълни с масло, когато налягането в системата се повиши до 1,4-1,75Mpa, превключвателят за налягане в системата се затваря, помпата спира и разтоварващият клапан се разтоварва в същото време. Когато налягането на маслото в пътя падне под 0,2Mpa, количественият лубрикатор започва да запълва точката на смазване и завършва едно пълнене с масло. Благодарение на точното подаване на масло от количествения маслен инжектор и откриването на налягането в системата, снабдяването с масло е надеждно, като се гарантира, че има маслен филм върху повърхността на всяка кинематична двойка, намалявайки триенето и износването и предотвратявайки повредата на вътрешната структура, причинена от прегряване. , за да се гарантира точността и живота на машината. В сравнение с двойката плъзгащи се направляващи релси, двойката търкалящи се линейни водещи релси, използвана в тази машина, има редица предимства:
①Чувствителността на движение е висока, коефициентът на триене на търкалящата се направляваща релса е малък, само 0,0025~0,01, а задвижващата мощност е значително намалена, което е само еквивалентно на 1/10 от обикновените машини.
② Разликата между динамичното и статичното триене е много малка и последващата производителност е отлична, т.е. интервалът от време между управляващия сигнал и механичното действие е изключително кратък, което е благоприятно за подобряване на скоростта на реакция и чувствителността на системата за цифрово управление.
③Той е подходящ за високоскоростно линейно движение и неговата моментна скорост е около 10 пъти по-висока от тази на плъзгащите се направляващи релси.
④ Може да реализира движение без пролуки и да подобри твърдостта на движение на механичната система.
⑤Произведен от професионални производители, той има висока прецизност, добра гъвкавост и лесна поддръжка.

4. Среда за използване на машината:
Захранване: трифазен AC380V ± 10%, 50Hz ± 1 Температура на околната среда: 0 ° ~ 45 °

5. Основентехнически параметри:
| Модел | BOSM6010 | |
| Максимален размер на обработвания детайл | Дължина × ширина × височина (mm) | 6000×1000×1500 |
| Портално максимално подаване | ширина (mm) | 1300 |
| размер на работното бюро | Дължина X Ширина (mm) | 6000*1000 |
|
Хоризонтална пробивна глава захранваща глава едно две
| Количество (2) | 2 |
| Конус на шпиндела | BT50 | |
| Диаметър на пробиване (mm) | Φ2-Φ60 | |
| Диаметър на резба (mm) | М3-М30 | |
| Скорост на шпиндела (об/мин) | 30~6000 | |
| Мощност на мотора на серво шпиндела (kw) | 37 | |
| Разстояние на върха на единичен шпиндел от центъра на масата (mm) | 150-650 | |
| Централно разстояние на края на носа на двойния шпиндел (mm) | 300-1300 | |
| Ляв и десен ход на единичен бункер (mm) | 500 | |
| Разстоянието между центъра на рамата и равнината на масата (mm) | 200-1700 | |
| Ход нагоре и надолу на буталото (mm) | 1500 | |
| Повторяемост | 300мм*300мм | ±0,02 |
| Размери на машинния инструмент | Дължина × ширина × височина (mm) | по чертежи |
| Бруто тегло (t) | (приблизително) 36 | |
Горните параметри са параметри на предварителния проект. В действителния дизайн може да има промени в съответствие с изискванията за обработка на детайла и изискванията за дизайн на машинния инструмент, така че да отговарят на изискванията на обработващите части на вашата компания.